


La impresión 3D con múltiples materiales abre un mundo de posibilidades, desde piezas multicolor hasta combinaciones de propiedades mecánicas. Sin embargo, uno de los mayores desafíos es lograr transiciones limpias entre materiales, evitando contaminación y desperdicio de filamento… y el muy temido sangrado.
El purgado adecuado es clave para mantener la calidad de impresión y optimizar el consumo de material.
En este tutorial, evoz3D te explica cómo ajustar el purgado de filamento en tu impresora multimaterial, lo cual ayudara a reducir significativamente el desperdicio de filamento, en ocasiones hasta en un +70% así como ahorrar horas de impresión al minimizar el tiempo de purgado.
Un comentario interesante de nuestro amigo P.
¡Qué interesante lo que menciona nuestro colega P.! 😄 Es cierto que, desde un enfoque comercial, podría parecer “conveniente” que los clientes consuman material rápido para generar más ventas… pero nosotros preferimos pensar diferente.
En el mundo de la impresión 3D, lo ideal es buscar un equilibrio entre calidad y eficiencia, para que todos podamos disfrutar del hobby (o negocio) sin gastar más de lo necesario. Al fin y al cabo, optimizar el purgado no solo ahorra dinero, sino que también hace el proceso más sostenible.
¿Y ustedes, cómo lo manejan? ¿Prefieren ajustar al máximo los parámetros o priorizan la facilidad sobre el ahorro? ¡Déjennos sus opiniones! 👇✨ en comentarios.
(P., si nos lee, igual lo decimos con buen ride, pero aquí somos team #MenosDesperdicio 😉)
¡Saludos y buenas impresiones! 🖨️
Si quieres lograr impresiones multimaterial impecables con transiciones limpias y mínimo desperdicio, estás en el lugar correcto.
Para los que prefieren la acción directa:
➡️ Salta directamente a los pasos prácticos
Para los curiosos que quieren entender el porqué:
🔍 Sigue leyendo para dominar la teoría detrás del purgado perfecto
¿Qué es el purgado y por qué es crucial en impresiones multimaterial?
El purgado es el proceso de expulsar el filamento antiguo del hotend cuando se cambia de material o color en una impresión multimaterial. Su objetivo es evitar la contaminación entre materiales, asegurando que cada capa se imprima con el filamento correcto y sin mezclas indeseadas.
Importancia del un buen purgado
¿Cuándo debes recalibrar las purgas en tu impresora multimaterial?
El ajuste de purgado no es un “configurar y olvidar”. Debes revisarlo periódicamente, especialmente en estos casos:
Pasos
1. Descargue el siguiente archivo .3mf de acuerdo al laminador de su preferencia
Agradecer a ENGINEER3D PRINTS quien desarrolla el tutorial y lo explica claramente en su canal de youtube.
2. De acuerdo a su laminador, seleccione y siga los pasos
3. Mantener combinaciones de colores según el tipo de prueba a realizar
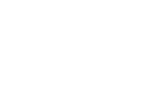
En la imagen inferior podemos observar un caso práctico donde se está definiendo la prueba al cambiar entre filamento amarillo y naranja. Para nuestro ejemplo concreto, hemos seleccionado los siguientes materiales:
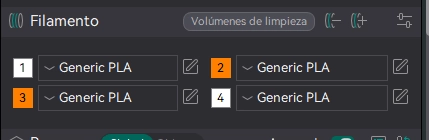
4. Emparejamiento de materiales:
El material 1 debe ser idéntico al material 4
El material 2 debe coincidir con el material 3
(Esta simetría garantiza estabilidad durante la impresión)
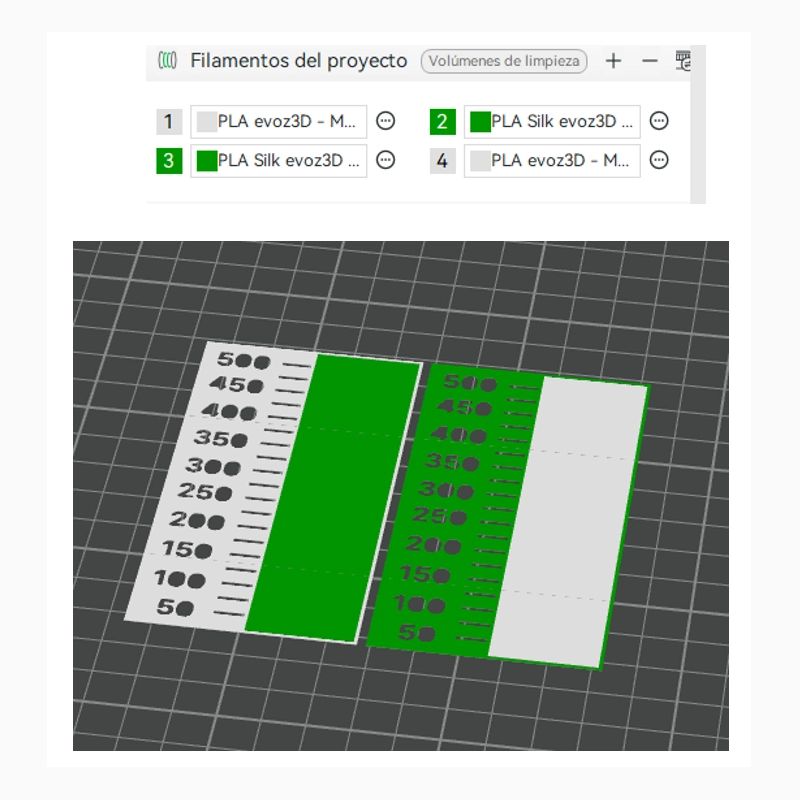
5. Ajustes críticos de impresión:
Aunque el archivo .3mf incluye parámetros predefinidos, presta especial atención a:
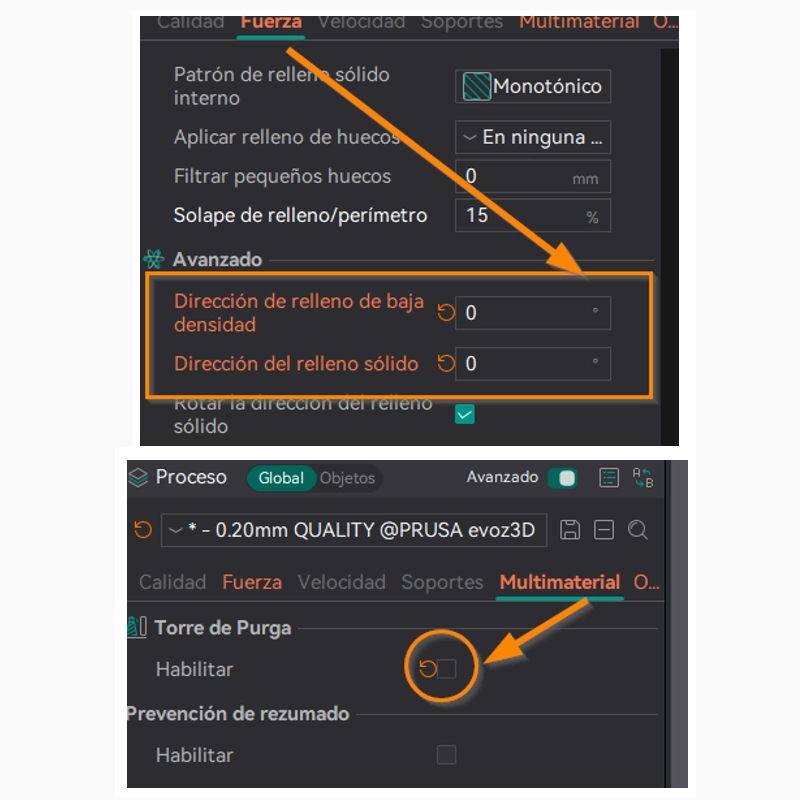
Orientación de relleno: Debe configurarse a 0°
Torre de purgado: Debe permanecer desactivada
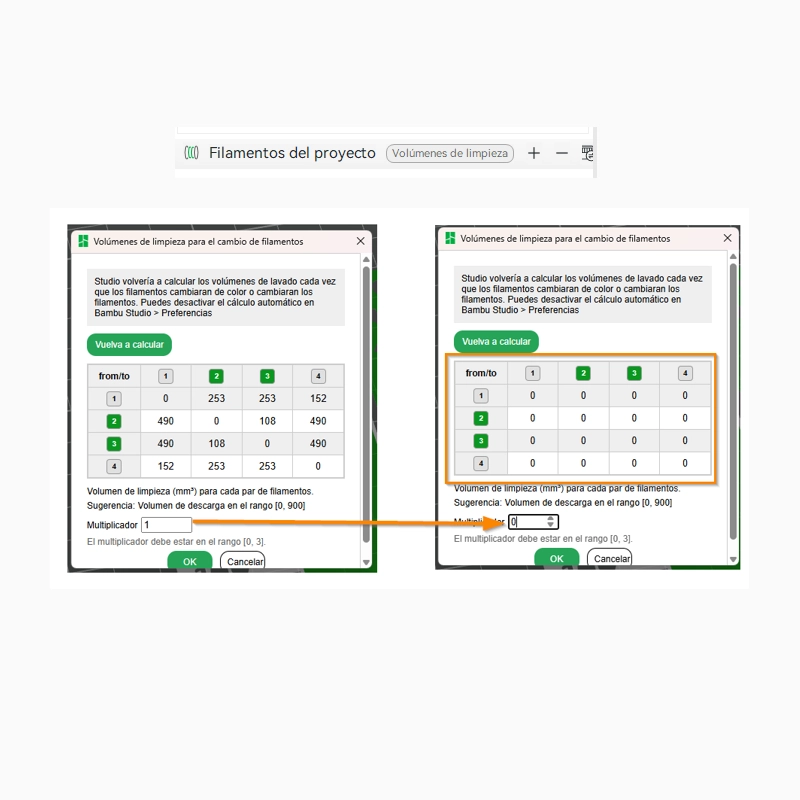
6. A continuación se abre la configuración de volúmenes de limpieza y se lleva el multiplicador a 0.
7. Una vez listo el archivo se envía la impresión para poder realizar el análisis de cuanto material es necesario purgar para tener una transición de colores correcta al menor plástico posible.
3. Mantener combinaciones de colores según el tipo de prueba a realizar
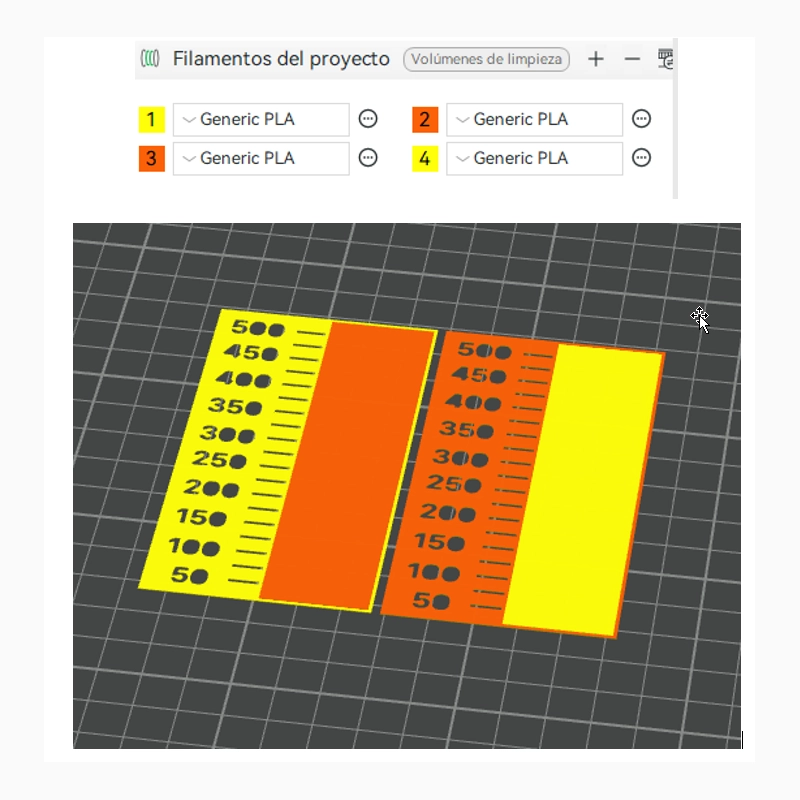
En la imagen inferior podemos observar un caso práctico donde se está definiendo la prueba al cambiar entre filamento blanco y naranja. Para nuestro ejemplo concreto, hemos seleccionado los siguientes materiales:
4. Emparejamiento de materiales:
El material 1 debe ser idéntico al material 4
El material 2 debe coincidir con el material 3
(Esta simetría garantiza estabilidad durante la impresión)
5. Ajustes críticos de impresión:
Aunque el archivo .3mf incluye parámetros predefinidos, presta especial atención a:
Orientación de relleno: Debe configurarse a 0°
Torre de purgado: Debe permanecer desactivada
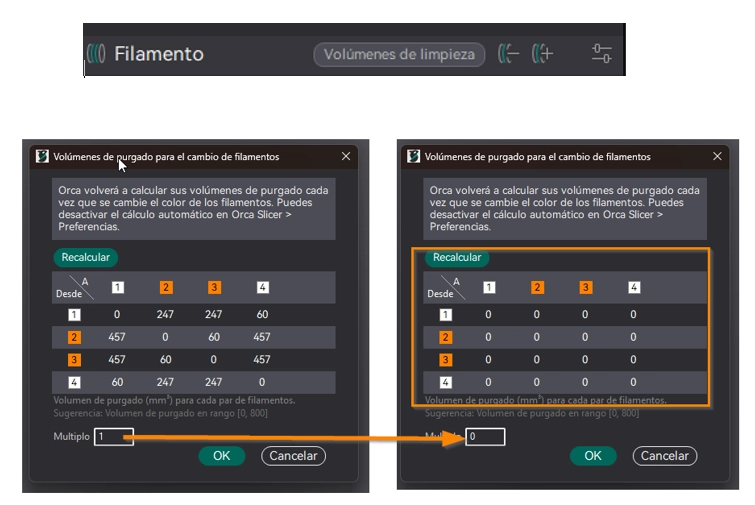
6. A continuación se abre la configuración de volúmenes de limpieza y se lleva el multiplicador a 0.
7. Una vez listo el archivo se envía la impresión para poder realizar el análisis de cuanto material es necesario purgar para tener una transición de colores correcta al menor plástico posible.
Para ser honestos no hemos probado la fiabilidad de la prueba en PrusaSlicer… por este motivo estamos dejando momentáneamente de lado este laminador… nuestra sugerencia es que utilices OrcaSlicer.
Tan pronto y tengamos un test listo y probado estaremos actualizando la información 👽
Análisis de Resultados
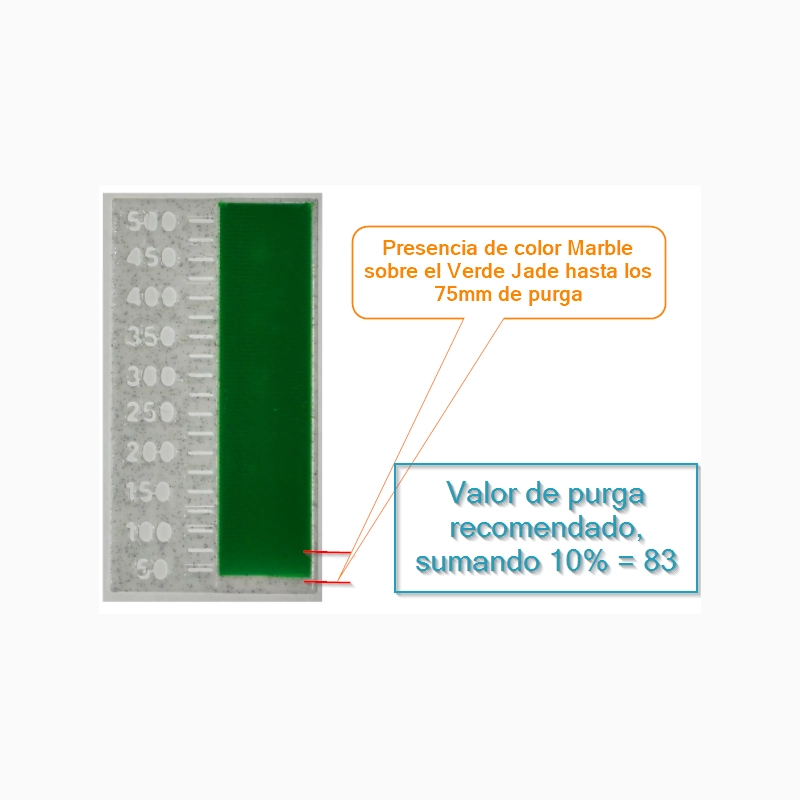
Tras obtener las muestras, se evalúa en que momento el color aparece limpio (sin sangrado)… en este ejemplo vemos como hay presencia de sangrados tras los cambios de color.
El valor a la izquierda en cada muestra indica los mm consumidos de filamento tras un cambio de material… es decir indica la distancia que se debería desechar para tener la boquilla completamente limpia del material previo.
Este valor es el nuevo dato que se debe introducir en el laminado en lugar de los ya establecidos por los fabricantes

Configuración del Laminador
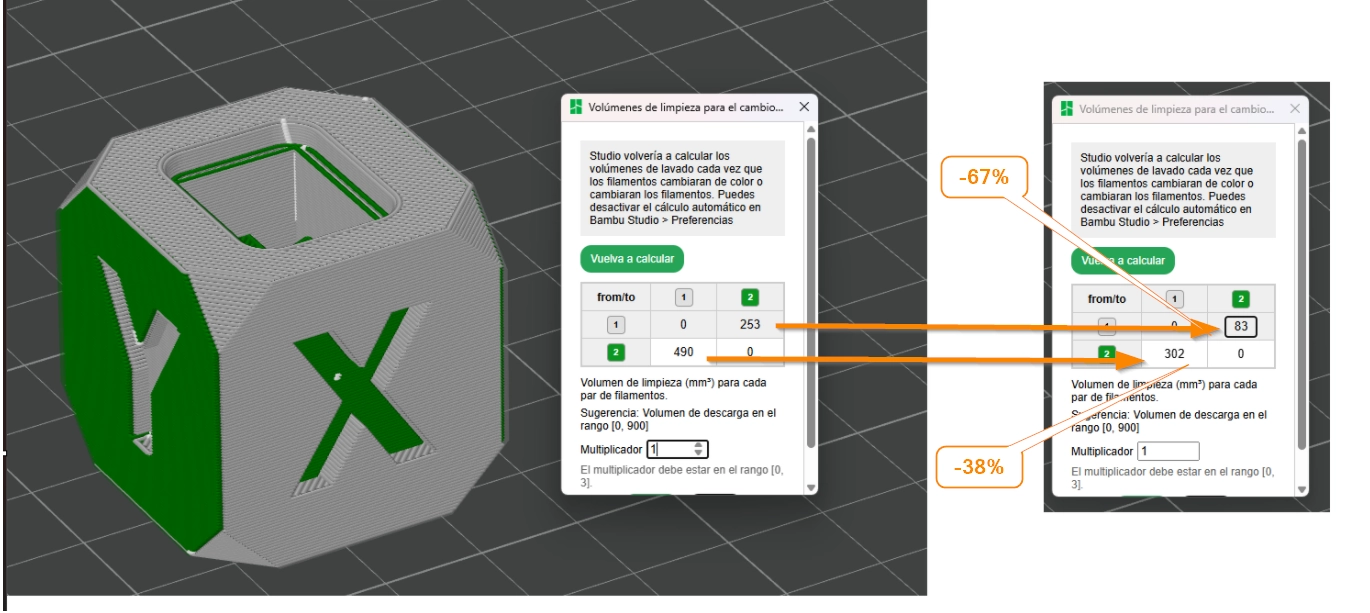
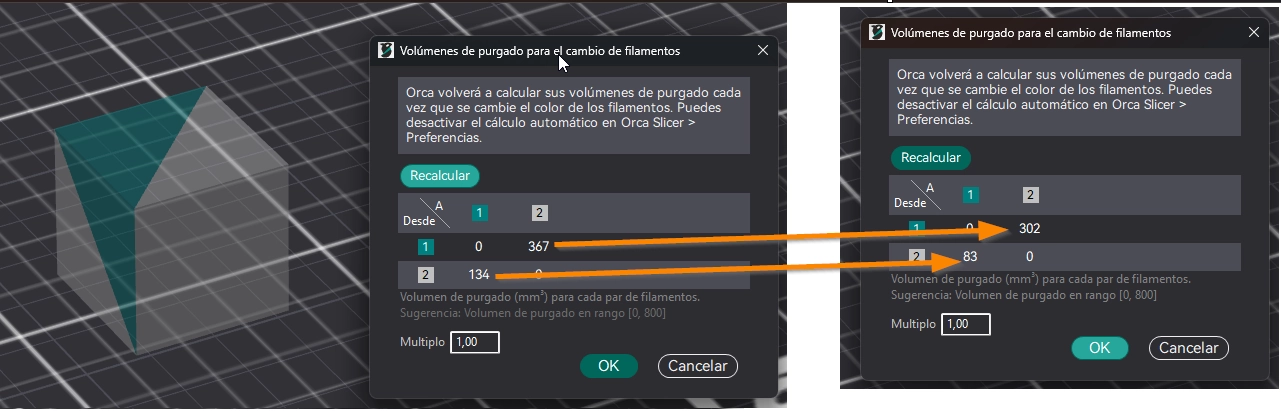
1. Abra nuevamente la configuración de volúmenes de limpieza y se lleva el multiplicador a 1, que corresponde a los valores establecidos por el fabricante.
2. Establezca los valores de purga de acuerdo al test que realizó…. siguiendo con el ejemplo anterior, cuando se necesita pasar de Verde Jade a Marble, el valor de purga es de 302, mientras que de Marble a Jade es de 83
1. Abra nuevamente la configuración de volúmenes de limpieza y se lleva el multiplicador a 1, que corresponde a los valores establecidos por el fabricante.
2. Establezca los valores de purga de acuerdo al test que realizó…. siguiendo con el ejemplo anterior, cuando se necesita pasar de Verde Jade a Marble, el valor de purga es de 302, mientras que de Marble a Jade es de 83… importante agregar un 10% a al medida que el test nos arroja para trabajar siempre en rangos seguros y no llevarnos sorpresas tras cambios de temperatura entre materiales.
Para ser honestos no hemos probado la fiabilidad de la prueba en PrusaSlicer… por este motivo estamos dejando momentáneamente de lado este laminador… nuestra sugerencia es que utilices OrcaSlicer.
Tan pronto y tengamos un test listo y probado estaremos actualizando la información 👽
Comparativas
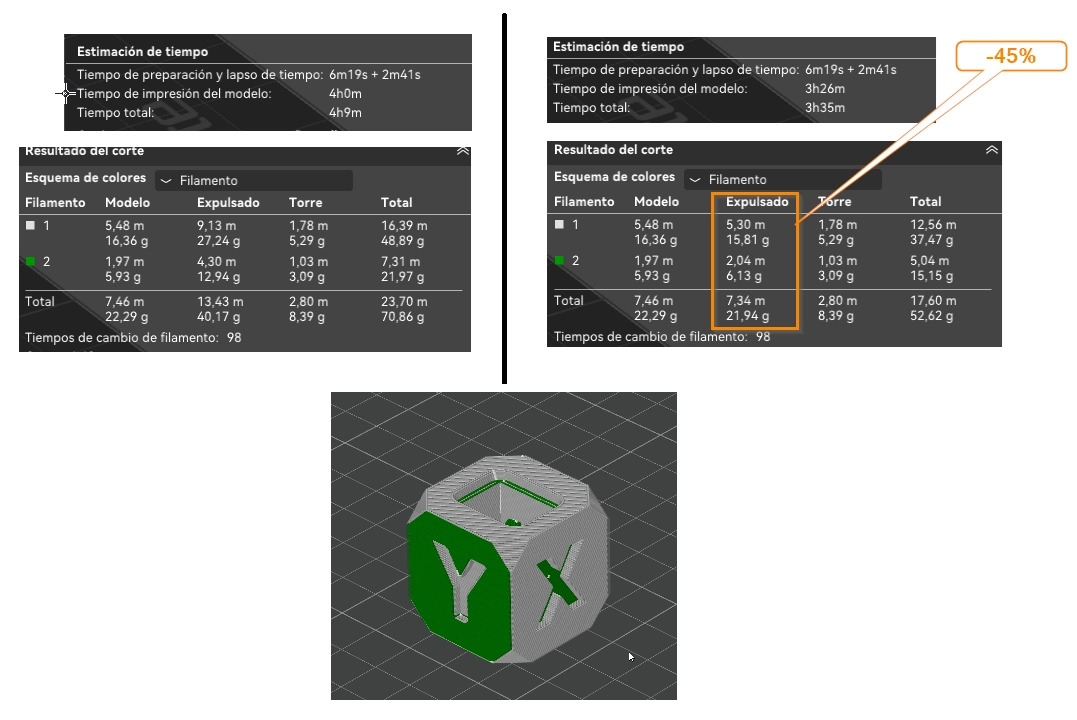
Es importante entender que la inversión en pruebas vale la pena!. Si bien este proceso requiere tiempo de dedicación, los resultados de nuestras comparativas demuestran que es una etapa fundamental para:
Imagine lo que podría lograr aplicando estas optimizaciones en proyectos complejos como:
La siguiente captura muestra una comparativa de las estadísticas del laminador utilizando el sistema multicolor en un simple cubo de 30mm y unas cuantas caras “pintadas”.
A la izquierda vemos el antes con los valores restablecidos por los desarrolladores del programa y a la derecha el cambio-mejora que se obtiene tras la realización de la prueba.
¿Dónde obtener los productos mencionados en esta publicación?
Y hasta aquí llega nuestro aporte… Ahora que tienes las herramientas, te toca experimentar. Prueba diferentes configuraciones, ajusta los valores según tus materiales y comparte tus resultados con la comunidad. ¡Cada impresora y filamento se comporta distinto, así que la práctica hace al maestro!
¿Listo para llevar tus impresiones multicolor o multimaterial al siguiente nivel? 🎨🖨️
¡Déjanos en los comentarios tus dudas, experiencias o fotos de tus proyectos!… se nos ocurre que de pronto puedas enviar fotos en apartado comentarios especificando la marca de los materiales que realizas configuraciones y esto pueda ser de ayuda para otros lectores.
Si te sirvió esta guía, compártela con otros makers para que nadie pierda tiempo (¡ni filamento!) en purgas mal ajustadas.
BONUS
Una de las cosas que hemos hecho para facilitarnos este tiempo de ajustes, es guardar las muestras de las pruebas realizadas…
Las identificamos por detras con el nombre del material, marca y diametro de la boquilla con que se realizaron…
Como es de esperarse en poco tiempo son una cantidad de muestras tipo cartas interesantes….
Por aca te dejamos una caja para almacenar estas muestras diseñada por el usuario @AMFprints en Maker World… gracias totales!!

¡Gracias por leernos y felices impresiones! 👋
¡Gracias por hacernos parte de su proyecto!
👽
